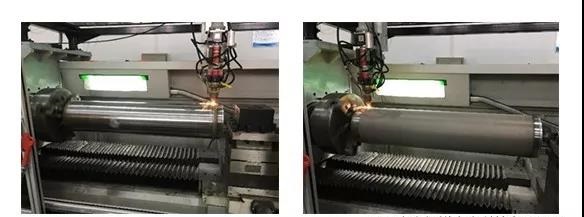
超高速激光熔覆技术是通过同步送粉添料方式,利用高能密度的激光束使添加材料与高速率运动的基体材料表面同时熔化,并快速凝固后形成稀释率极低、与基体呈冶金结合的熔覆层,极大提高熔覆速率,显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化等工艺特性的工艺方法。
在我国,近年来传统电镀工艺给企业带来的环保压力非常大,并且使用电镀技术的镀层在质量、性能以及大修周期、修理费用等使用后期的成本维护方面也存在许多缺陷。2016年,工业和信息化部和环境保护部关于印发《水污染防治重点行业清洁生产技术推行方案》,明确建议了激光熔覆技术在取代电镀方面的应用。
超高速激光熔覆技术完成的熔覆涂层冶金质量高、稀释率低、变形小、表面光洁度高,属于先进环保的再制造加工技术,在工业再制造领域能极大地减少企业的后续机加工成本,能有效延长产品使用周期,为企业节省大量后期维修费用。和传统的熔覆激光技术相比,超高速激光熔覆技术的工作效率要快上百倍。普通的激光熔覆技术速率是0.5—2 米/分钟,而超高速激光熔覆技术可达到50—200 米/分钟,镀层速度至少提高了100 倍。超过1平方米/小时的涂层高效率可以使激光熔覆的成本降低到与镀硬铬成本相当。超高速激光熔覆技术的另一个优点是:目前可以在零件表面制备大规模的不同成分涂层,这将有可能生产出在生命周期内不会磨损的创新零件。
| 分类 | 电镀铬 | 等离子体喷涂 | 火焰超音速喷涂 | 传统激光熔覆 | 超高速激光熔覆 |
| 材料 | 铬 | 合金粉末 | 合金粉末 | 合金粉末 | 合金粉末 |
| 厚度(mm) | <0.1 | 3-4 | 0.1-0.4 | 1-2 | 0.02-0.40 |
| 硬度 (HV) | >700 | Cr-Fe 300 | WC-Cr涂层>1000 | Cr-Fe 500-600 | Cr-Fe 500-600 |
| 耐磨性 | 较差 | 良好 | 良好 | 良好 | 良好 |
| 与母材结合 | 物理结合 | 冶金结合 | 冶金结合 | 冶金结合 | 冶金结合 |
| 基材热输入 | 无 | 大 | 较小 | 较小 | 很小 |
| 环保性 | 差 | 较好 | 较差 | 好 | 好 |
| 使用寿命(年) | 1-1.5 | 2-3 | 2-3 | >5 | >3 |
| 生产成本 | 低 | 中 | 中 | 高 | 低 |
辉锐研发的激光超高速熔覆技术通过一系列试验和工艺优化,获得了可用于实际生产的稳定涂层工艺。
传统激光熔覆粉末进入熔池后被熔化,层厚>500μm,激光扫描速率<1 m/min,沉积面效率10–50cm2/ min。
超高速激光熔覆工艺,激光与粉流充分交互作用,粉末在进入熔池前被激光充分加热至熔融状态,粉末利用率高。熔覆层特点如下:
• 可实现单层厚50–350μm
• 沉积面效率最高可达500cm2/ min
• 稀释率<1%
应用举例:取代电镀硬铬,热敏感材料上的熔覆,铝基材料修复。