Through process exploration and research, metallographic analysis and summary have made many breakthroughs, including:
1. Achieve maximum single-pass cladding width of 2mm, continuous stacking up to 10mm height.
2. The thickness of the single layer can be adjusted within 0.5mm.
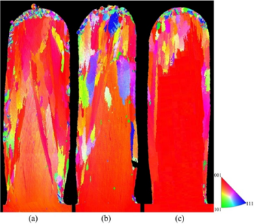
3. The amount of stray crystals on both sides is less than 10%.
4. The high-temperature tensile properties of the bonding interface at 800 ° C have reached> 90% of the substrate, and the strength of the cladding layer should not be lower than 90% of the substrate.
5. Single crystal blade blade tip extension adopts coaxial precision nozzle and cladding process developed by Hui Rui, and the amount of miscellaneous crystals is 5-10%. The process is stable and can be continuously extended to 10mm.
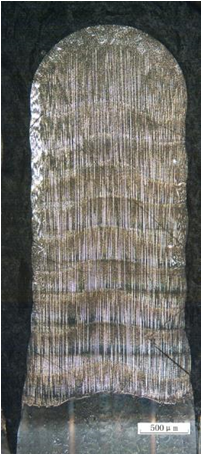
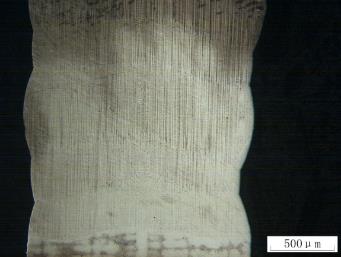
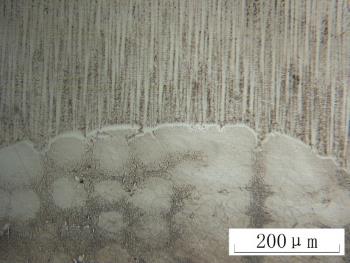
The picture shows the nickel-based superalloy epitaxial long bonding interface