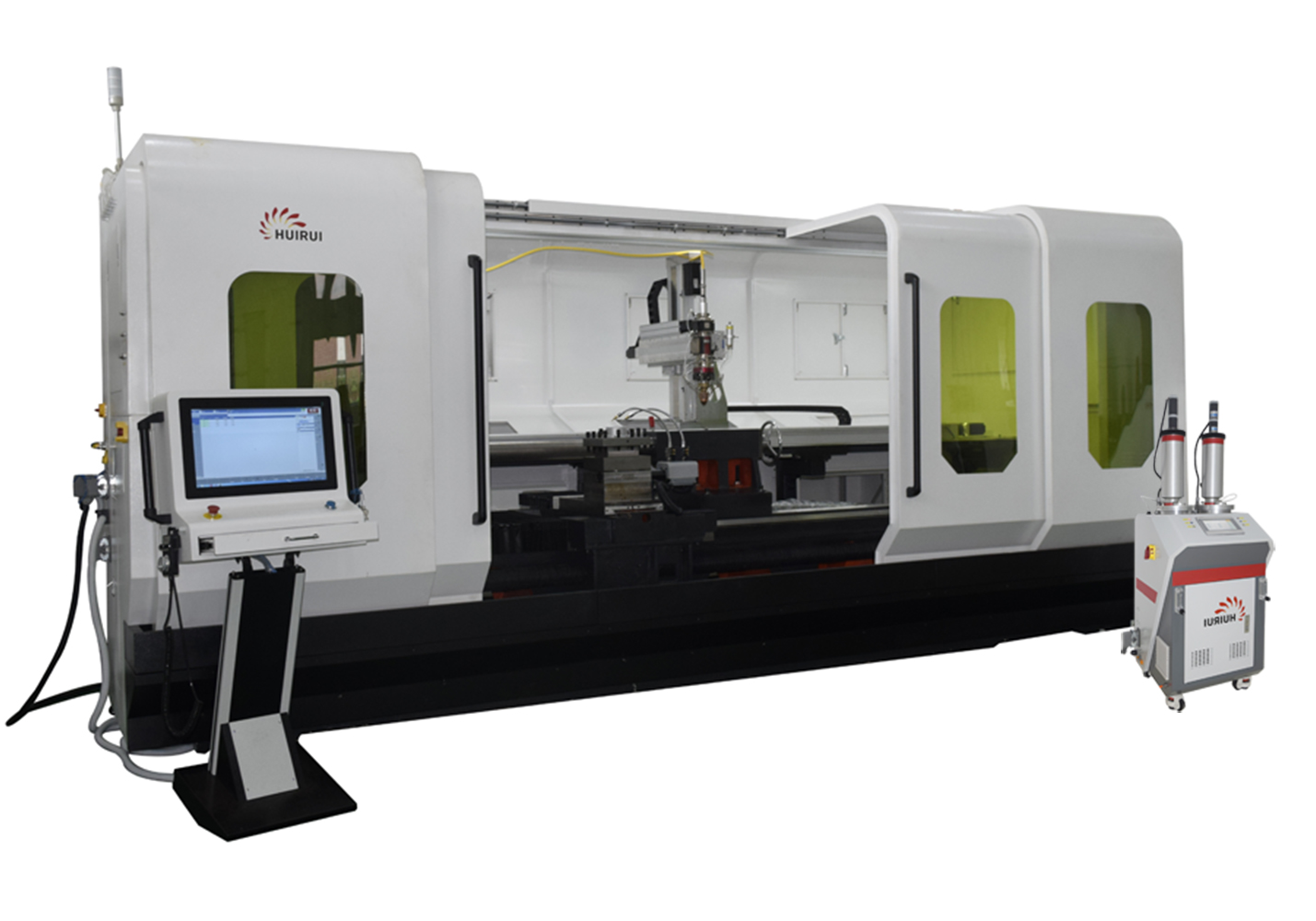
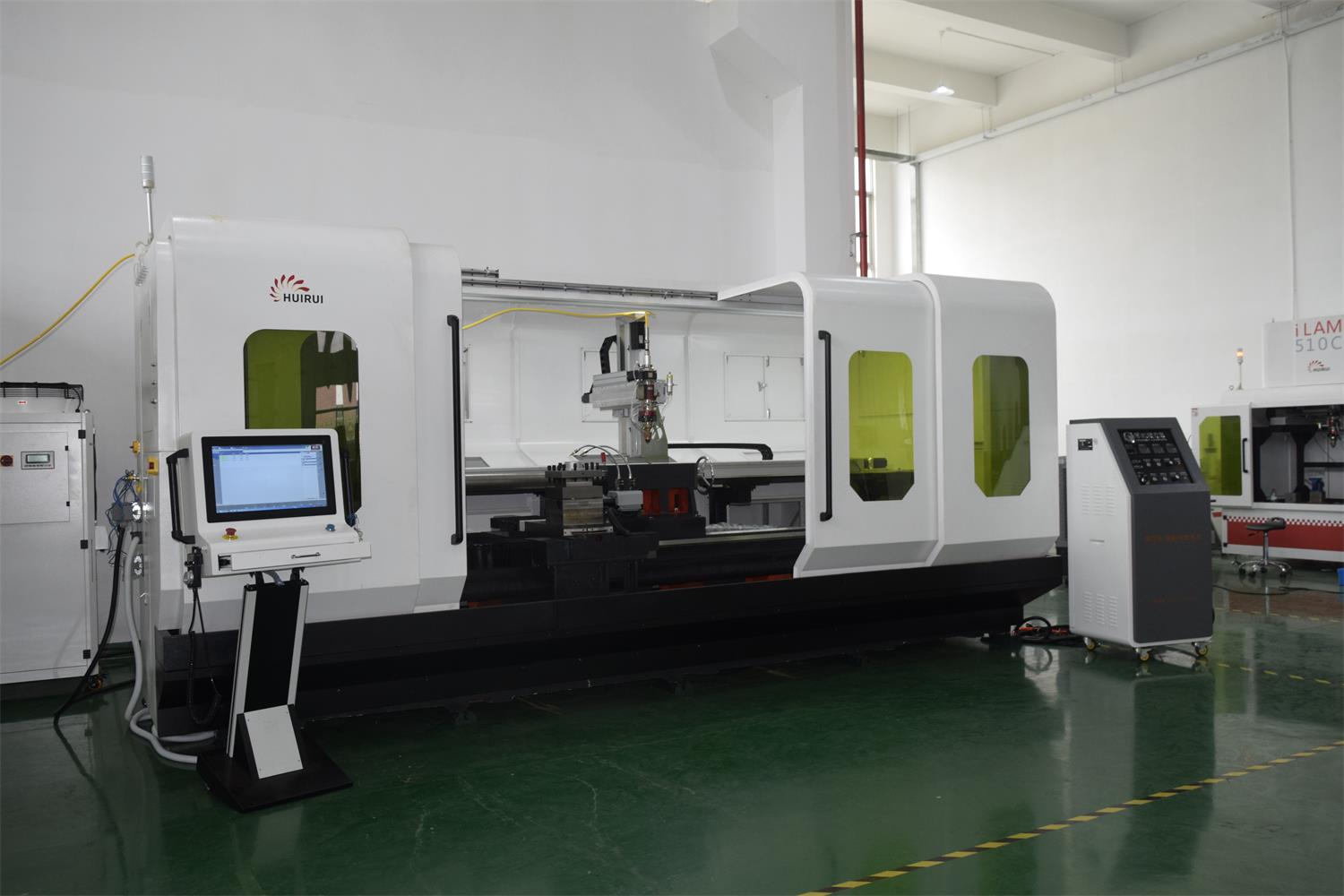
超高速熔覆属于先进环保的再制造加工技术,主要趋势是替代镀硬铬轴类件。辉锐公司在全部国产化设备基础上,自主研发的激光高速熔覆技术取得了突破性进展。超高速激光熔覆设备UHS-iCoating®系列属于先进环保的再制造加工技术,针对替代镀硬铬轴类件,辉锐公司已成功开发超高速熔覆设备和工艺方法,该设备可实现车削熔覆一体化加工。

二代超高速熔覆设备图

简配版 400型超高速熔覆设备
简配版 600型超高速熔覆设备
辉锐研发的车削与超高速熔覆相结合的混合制造可以充分发挥效率优势,使零件在一次装夹定位后,增材与减材多种工艺结合一次加工出成品,避免了因重新定位产生的不必要的同轴度、圆跳动误差,大幅提高涂层的质量和生产效率。

视频01 超高速激光熔覆
辉锐研发的激光超高速熔覆技术通过一系列试验和工艺优化,获得了可用于实际生产的稳定涂层工艺。
传统激光熔覆粉末进入熔池后被熔化,层厚>500μm,激光扫描速率<1 m/min,沉积面效率10–50cm2/ min。
超高速激光熔覆工艺,激光与粉流充分交互作用,粉末在进入熔池前被激光充分加热至熔融状态,粉末利用率高。
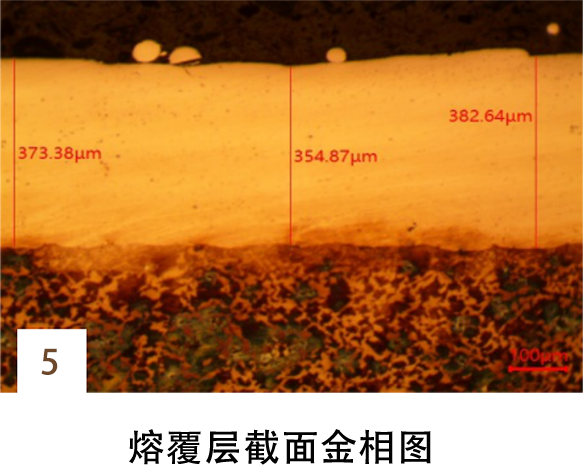
熔覆层特点如下:
1.可实现单层厚50–350μm
2.沉积面效率最高可达500cm2/ min
3.稀释率<1%
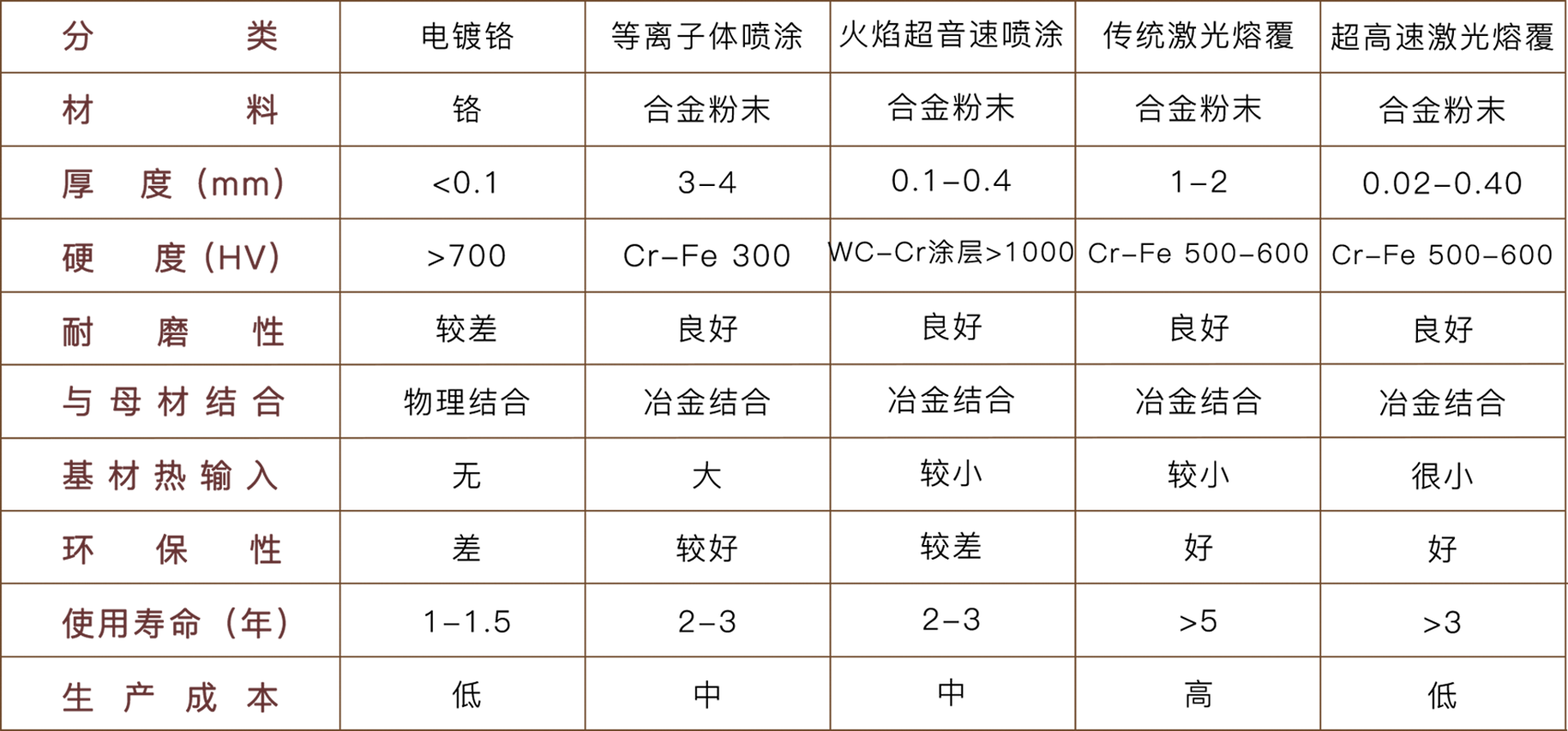
现有涂层技术比较
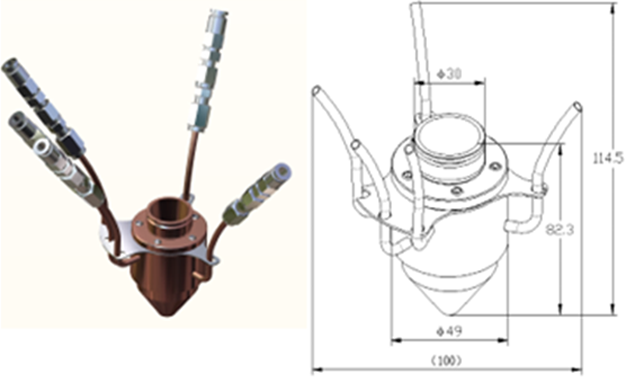
超高速熔覆专用环形喷嘴
• 可支持大功率,长时间高速工作,使用散热性能高的紫铜材料,出粉精细,容易形成致密的涂层。
• 粉末粒度:50~150um
• 喷嘴材质:紫铜
• 最大功率≤6kw
• 规格:8x1、13x1
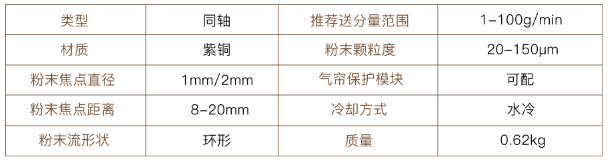
专用环形喷嘴参数
多档自动调试
速熔覆主轴传动有三种方式:
1、 单速普通主轴转速:5-150转/分
2、 单速低速主轴转速:0.5-30转/分 既适用于低速大直径工件的运转要求
3、 自动换挡多档主轴转速:0.5-150转/分 又适用于高速小直径工件的运转要求
液压尾顶
可编程自适应液压尾顶,可根据不同工况要求适当调整液压压力来调整尾座顶针的顶紧力,并且保证恒定压力,随着工件的热胀冷缩而自动伸缩,避免工件变形或损坏设备。
视频02 平面超高速激光熔覆
第二代超高速设备使用全过程视频
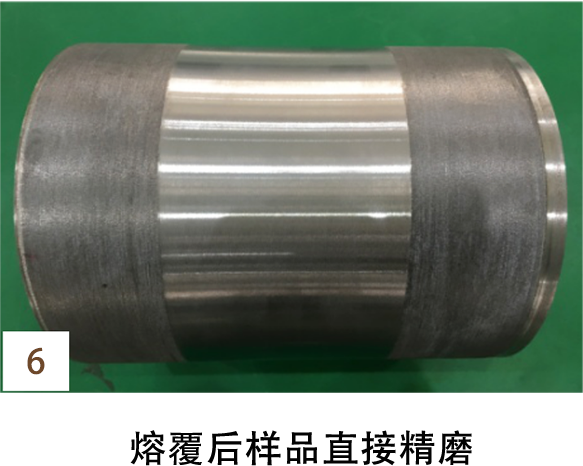
案例展示:某客供超高速熔覆测试样品制作
• 基材:客户提供,粉末材料:马氏体不锈钢
• 试样件总长:1000mm,外径:217mm,壁厚:13.5mm,熔覆长度:940mm
• 连续熔覆时长:45min,熔覆面效率:0.84平米/小时